大面积激光加工
高精度–高吞吐量–同步二维加工
大面积高密度结构的加工,如印刷电路板(PCB)的激光钻孔或激光打标,需要可提供高精度和高产能的解决方案。该特定应用技术演示器展示了多轴定位系统与高动态振镜扫描仪的组合,可满足多种工业生产的需求。
SCANLAB GmbH生产振镜扫描仪,某些型号还增强了同步控制二维扫描头和两根机械轴的功能,例如带有两根伺服轴的XY位移平台。PI的ACS运动控制器平台实现了这一功能,即XL SCAN,与PI的电动定位器产品组合配合使用时,该解决方案可提供几乎不受限制的工作区域。
XL SCAN允许在大面积范围内连续运行,从而避免了空闲时间并消除了拼接错误。具有通过载物台的行程扩展视场(FOV)的能力,其优势在于可以固定光学器件,并保持精度、光斑尺寸和性能。
系统集成商负责集成组件、配置控制软件、校准系统以及解决集成过程中出现的任何问题。其专业知识对于XL SCAN系统实现预期性能和功能至关重要。




自动化控制
- SCANLAB与ACS Motion Control合作开发了使用基于EtherCAT的工业网络集成数字扫描仪技术的运动控制解决方案
>> SPiiPlus EtherCAT运动控制器和通用驱动模块 - 通过以下方式实现了振镜与平台运动控制器的同步>> SLEC SL2-100至EtherCAT接口
- 系统控制软件集成了工艺级的运动控制、扫描仪及激光器
>> SPiiPlusSPC + >> syncAXIS控制软件
标准XL SCAN装置的示意图
XL SCAN方法可以同步协调控制工件运动系统、扫描仪和激光调制。XL SCAN控制软件自动将所需的图案轨迹分成扫描仪的路径、XY位移平台的路径和激光光斑的控制。扫描仪接收短距离的高频运动信号。具有长行程的定位平台获取低频率并扩展工作区。同步执行两个运动。

更大的工艺区和更高的吞吐量
加工大视场的传统方法采用“步进和扫描”法,该方法将加工区划分为单独的部分。这种分段式加工的速度较慢,并且在边界处产生拼接错误。XL SCAN提供了一个由PI运动系统的长行程扩展的工作区,并允许在扩展视场上快速连续运动而不会出现拼接错误。
更高的精度
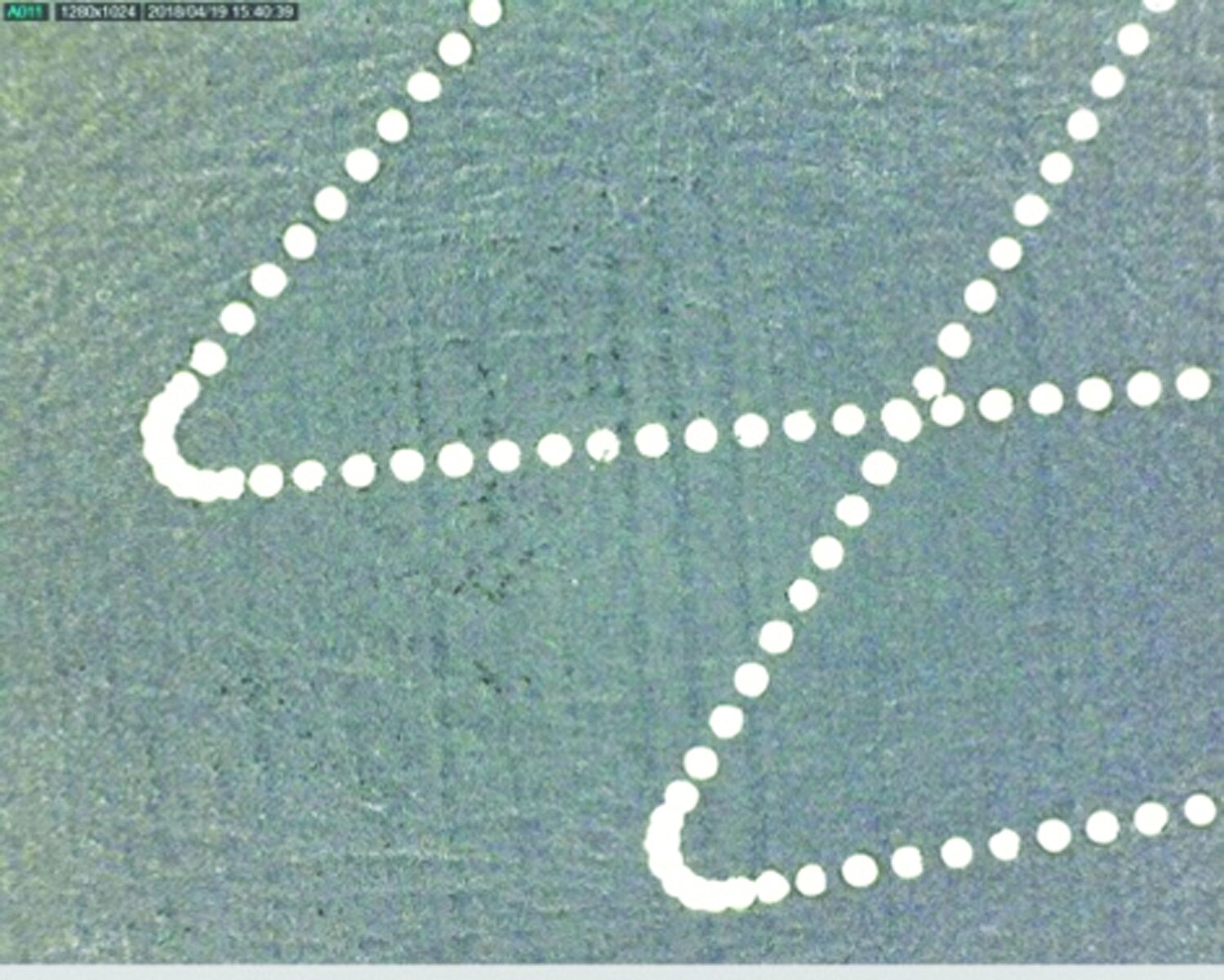
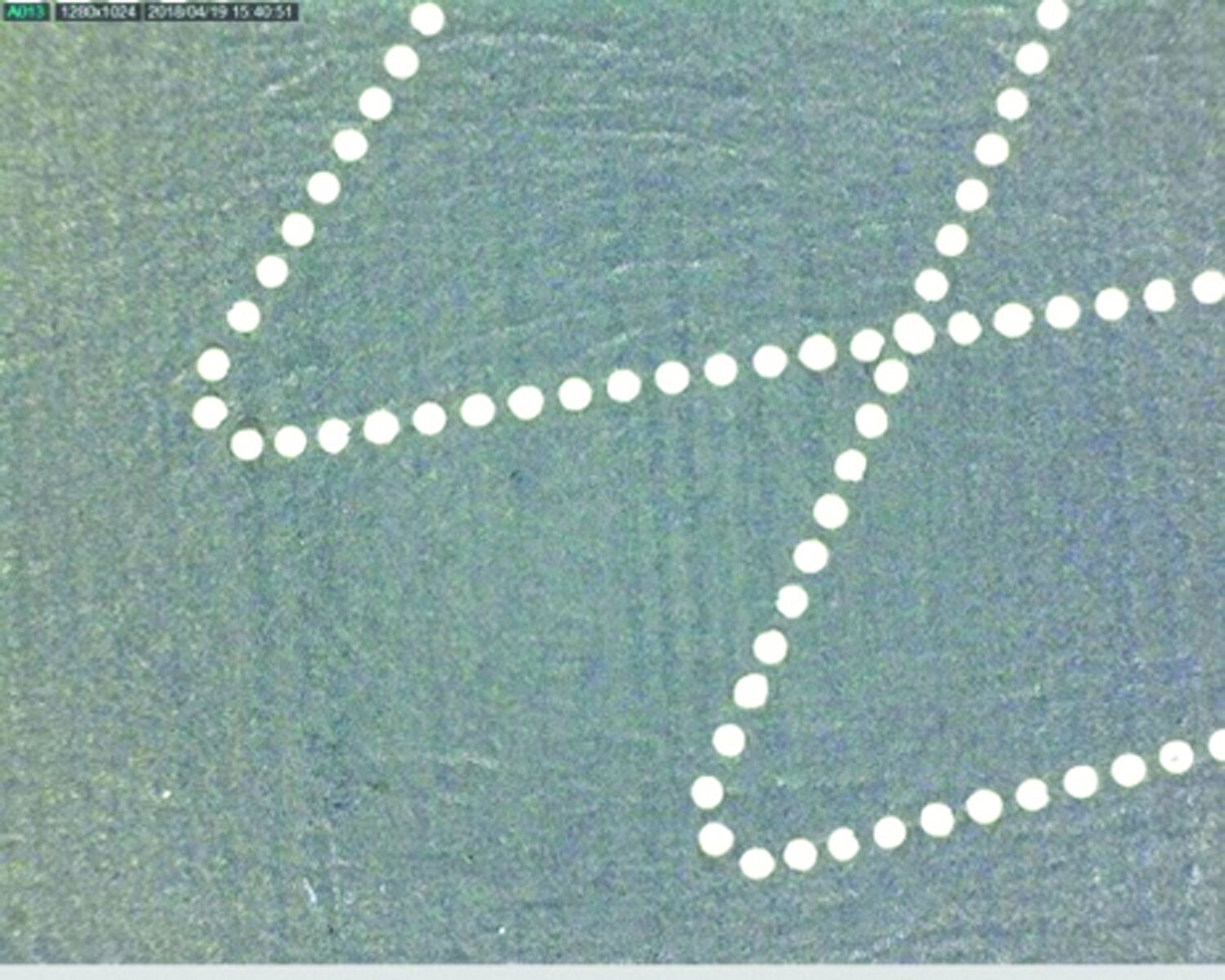
XL SCAN方法利用了excelliSCAN扫描头的零跟踪误差。结合XL SCAN轨迹规划、先进的加速度限制运动控制以及具有相应的动态性、直线度、平面度和精度的PI运动系统,可实现高工艺精度。扫描头的工艺精度与加工点距扫描场中心的距离成正比。XL SCAN使扫描头能够接近与精度直接相关的FOV的中心工作。
光斑距离和脉冲能量的同步控制
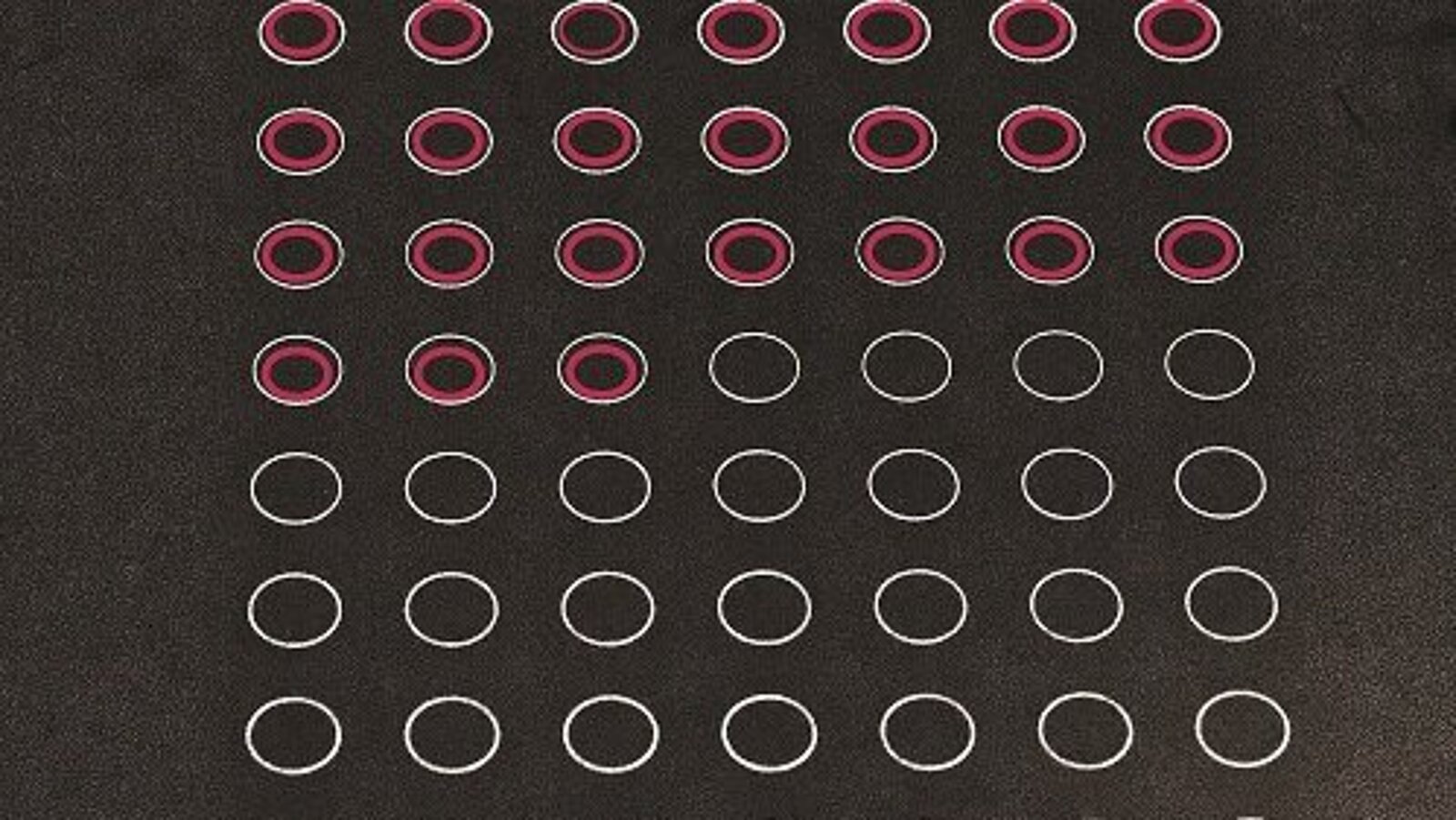
可以同步控制脉冲能量和光斑距离。光斑距离控制(SDC)向激光器输出单个脉冲或多个脉冲。SDC允许单位长度的恒定能量沉积。触发激光脉冲基于行进距离且与移动速度和激光路径的图案无关。可以在各自的最大速度下处理曲线和直线段,同时保持精度和更大可能的吞吐量。


下载
手册
Automation Platforms for Laser Material Processing
Precision – Throughput – Synchronized Motion
版本/日期
BRO67E R1 2018-06
pdf - 3 MB
版本/日期
BRO67CN 2018-11
pdf - 12 MB










